3Dプリンターで底面が荒くなってしまうときの対処法
目次
上面に比べて底面が荒い
最低面レイヤー(1層目、初期レイヤ)が荒い、隙間が埋まり切っていない、はがれやすい、反ってしまう...
3Dプリンターを使っていく上で誰もが通る道だと思います。
反りに関する記事はたくさんありましたが、荒い、埋まり切らないといった点にフォーカスしたものはあまり見つからなかったので同じような問題に遭ってしまった方の参考になればと思います。
※使用しているプリンターはCrealityのSermoon V1 PRO、スライサーソフトはCreality Slicer、フィラメントはPLAです。
実際に起こっている現象
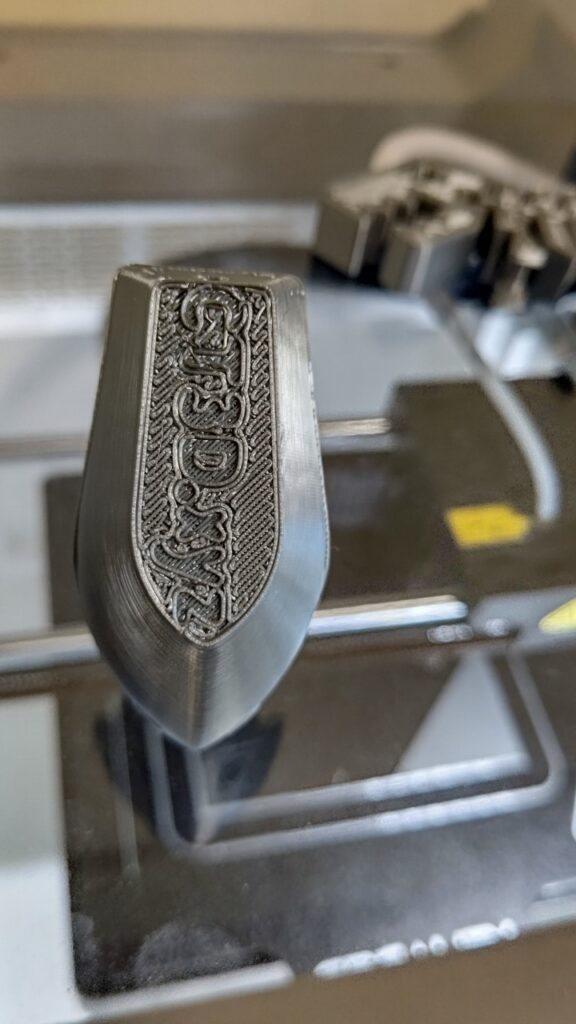
まずは出力した作品の底面を見てみます。
これはスマホスタンドの裏面ですが特に問題なく出力されているように見えます。

続いて、同じ設定で出力した他の作品の底面です。

船、恐竜ともに出力した線の跡がくっきりと見えてしまい、見栄えが悪くなっています。
特に恐竜の体部分は完全に埋まり切っておらず、2層目が見えそうです。
設定はいずれもベッド温度60℃、ノズル205℃、初期レイヤー速度25mm/sです。
ちなみに最上面はこんな感じで非常にキレイになっています。
ノズルの詰まりや温度不足ではなさそうな感じがします。

なぜ底面が荒くなっているのか
このような現象が起きてしまう原因をいくつか考えてみます。
生クリームやマヨネーズを絞ることを思い浮かべるとわかりやすいかもしれません。
フローが少なすぎる
フロー量、つまりはフィラメントが吐出される量が少ないと線が細くなり、隙間が十分に埋まり切らすスカスカになってしまいます。
初期レイヤのフローを多くすればしっかり充填されて隙間を埋められそうです。
移動が速すぎる
フローが少ないときと同様に線が細くなってしまいます。お好み焼きにマヨネーズをかけるときに左右に素早く降ると線が細くなりますね。
初期レイヤの移動速度そゆっくりにすればまんべんなく充填されそうです。
冷却が強すぎる
ノズル温度、ベッド温度が低いことや冷却ファン速度が大きすぎるとベッドで押し広がる前に冷え固まってしまい定着も悪くなってしまいます。
初期レイヤでのファン速度を落とすことでベッドになじみやすくなると考えられます。
ノズルとベッドの距離が遠い
距離が遠いと圧力がうまく伝わらず、フィラメントをベッドに押し広げることができません。極端な話、1mmも離れていたらもじゃもじゃになりますね。
適切な距離に調整することでフィラメントがキレイにベッドに押し広げられ、隙間を埋めることができそうです。
ライン幅が狭い
ライン幅が狭いと線が細かくなりシャープな見た目にすることができますが、狭すぎるとフィラメントがうまく吐出されずスカスカ、ボソボソになってしまいます。
逆にライン幅が太いと見た目が荒くなってしまいますがベッドへの定着性、強度の向上が期待できます。
線が細い状態でライン幅を太くしてしまうとスカスカの原因になります。
線を太くすれば解決しそう!?
思い当たる原因を挙げてみましたが見た目からしても線が細く、十分にベッドに押し広げられていないことが考えられました。
そこで、ライン幅、フローの設定を変更しながらいくつかテストピースを作ってみました。
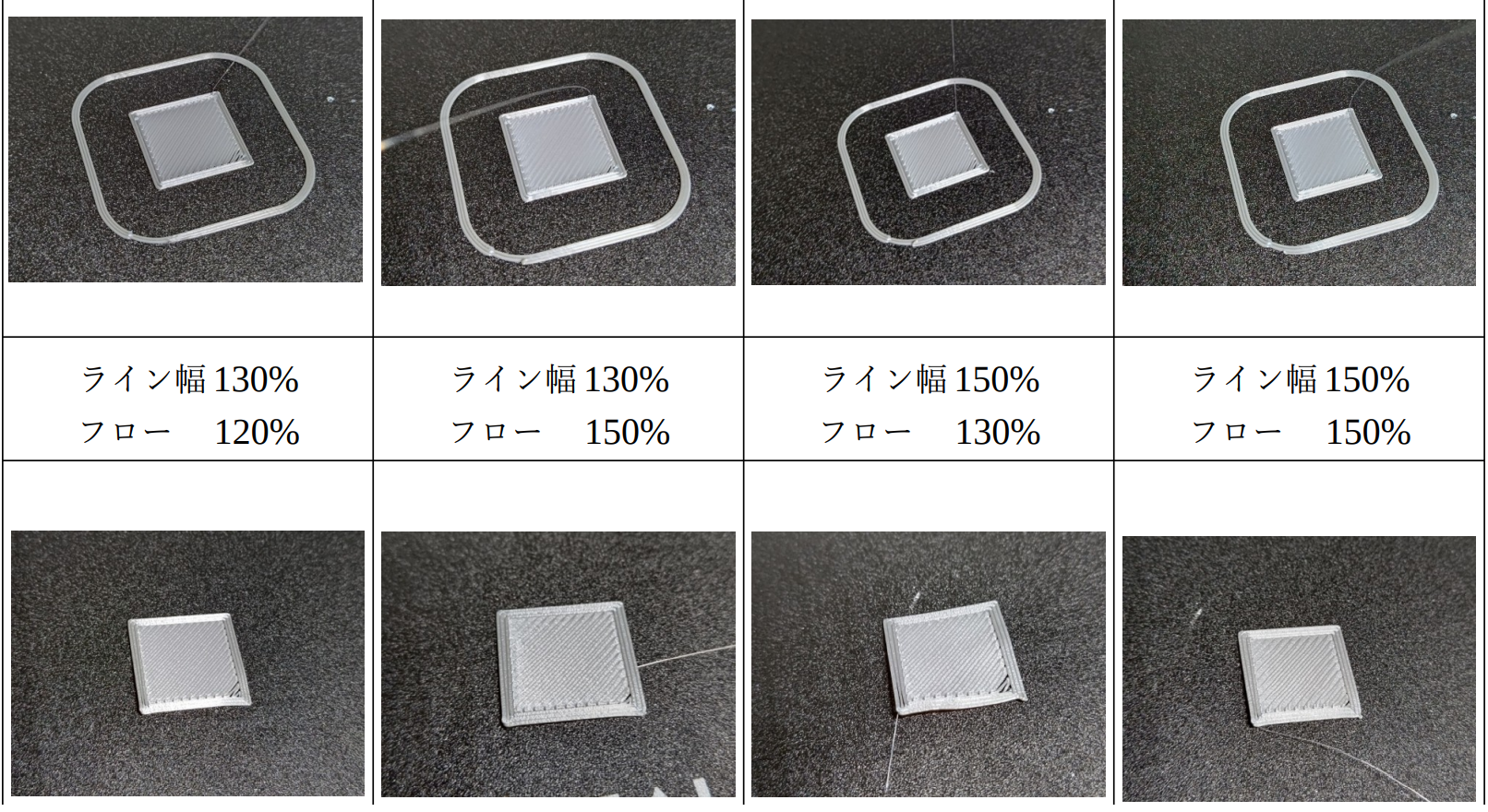
一番左のライン130%、フロー120%は初期値です。我々が何もしなくても勝手にフローを増やしてくれいたみたいです。
表面はどれも同じようにキレイに見えますがライン幅150%、フロー150%では若干荒れています。
裏側も色の濃い部分、薄い部分があり均一ではない感じがします。そして角には若干の隙間があります。
単純に設定で線だけ太くしても解決しないことがわかりました。
ノズルとベッドの距離を調節する
設定を変えても解決せず行き詰っていたところ、ノズルとベッドの距離を近づけてはどうか、との意見をいただきました。
ここで結論を言ってしまいますがこれが正解でした。
オートレベリングを標準搭載もしくは追加で搭載したプリンターでは一度レベル調整をした後はあまり再調整することはないかと思います。
ですが今回のように底面が荒くなってしまったり定着が悪いときにはレベル調整をやり直してみるのが効果的です。
調整はノズルとベッドに紙を入れて行う方式ですが今回はいつもより気持ち狭く設定してみました。
というわけで再びテストピースを出力してみます。

隙間が無くなりました。スカートや各線が若干太くなっているのがわかります。
この状態でもライン幅150%、フロー150%を試してみましたがこれはやりすぎです。
フィラメントが吐出されすぎて表面が大荒れになってしまいました。
また、速度についてもゆっくりにしたほうがいい、と意見をいただいたので25mm/sから15mm/sにしてみたところ見事に問題が解決しました。
一層目は しっかり、ゆっくり が大切です!!!
実際に恐竜の一層目を出力してみます。
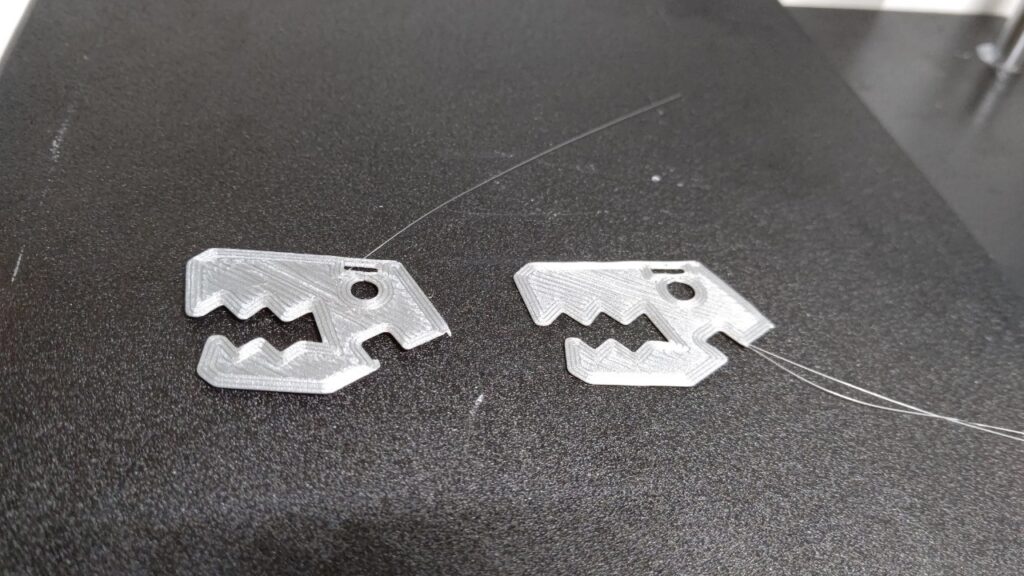
左側がライン幅150%、フロー150%、 右側ががライン幅130%、フロー120%(初期値)です。
150%にすると線が太すぎて隣の線と被ってしまい、見た目でもわかるほどの段差が生まれてしまいます。
やはり設定は初期値のままでも問題ないことがわかりました。
シルバーなので調整後も線の跡が目立っているように見えますが白や黒など、他の色ならほとんど目立たないと思います。
解決
レベル調整は問題ないと思っていましたが実際に再調整したら見事に解決しました。
また、ベッドへの定着性がが格段に上がりました。(テストピースをはがすのに手こずりました)
これが「適正」かと言われればさまざまな意見があると思いますが今回の事象にはドンピシャの解決策でした。
正直、設定やフィラメント、ノズル等に原因があるのではないかと思っていましたが初心に戻ってレベル調節をし直すことも大切だと感じました。
あくまでも...
今回はレベル調整で解決しましたがあくまでも手元にあるSermoon V1 PROでの調整結果なのですべてのプリンターに当てはまるかはわかりません。
また、ノズルの詰まりやエクストルーダーのギヤの摩耗など他に原因がある可能性も十分にあり得ます。
ただ、可能性の一つに「ノズルとベッドの距離」があることがわかっていただけたかと思います。
行き詰った時にはレベル調整をやり直してみると解決するかもしれません。
この記事で問題が解決できれば幸いです。
以上!
